Considering the fact that reinforcement configurations vary considerably throughout each individual column projects a standardized assembly procedure and an organized production process is desirable. The SKEW JIG-System offers this in the form of its alternative (to more traditional methods) assembly order. This modern method exists of first positioning the stirrups, then feeding through the bars and lastly welding or tying the element together. A more in detail/depth approach to this method is explained in the following paragraphs.
Step 1: Positioning standard stirrups.
Firstly, the more standard stirrups are positioned on the SKEW JIG-System in the grip slots which are spaced out on a 2,5cm grid. On the workstation several markings are found to indicate 5 and 10cm distances for easily perceived correct spacing/?. For series of particular stirrup shapes and sizes, the systems range of coloured markers can be utilized, for quickly identifying stirrups intervals.


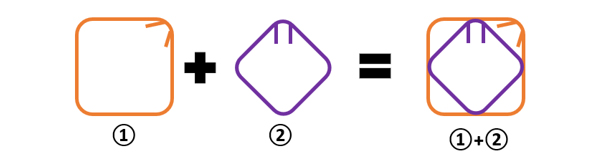
Traditional: Two individual stirrups.
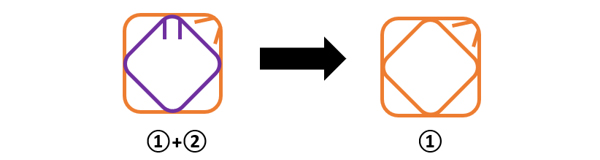
Modern: One combined stirrup shape, better utilizing your stirrup bender.
Supporting this production process, complex stirrups are not made from single stirrups placed together, but are bent in one single shape. Better utilizing you stirrup bender in the process. When using traditional methods of steel fixing on trestles, stirrup shapes dictate an assembly order which is not necessarily fast or efficient. Below an example of how to use your stirrup bender to combine stirrups:
Step 2: Positioning of Console Stirrups and special reinforcement.
A serious obstacle in most assembly processes is the difficulty of adding stirrups for consoles or other special or unusual stirrup shapes to an element when bars are already in place. For example: stirrups are opened up to fit them around the existing bars, a nuisance/impractical and unnecessary when shifting the production process around. Instead, using the JIG-System the consoles, large lifting hooks and special add-ins are added in the second step, right after the standard stirrups.


Step 3: Feeding and fastening bars.
The third step is feeding the main bars through the length of the element, usually starting with the two bottom-corner bars. These are then fastened to the stirrups through welding or tying and the outline of the element is created. Subsequently the remainder of the bars can be fed through in whichever order is preferred. To accommodate these step in the production process, the SKEW JIG-System is equipped with a Rebar Bullet, making it significantly easier to feed through the bars and preventing the bars from hitting any snags. To hold the top bars in place clever Rebar Clamps are supplied with the JIG. For extremely heavy bars Bar Rollers are an added option, ask our sales engineers about this solution.


When dealing with larger amounts of bars, the choice of in which way to fasten becomes more important and can significantly influence assembly time. For example: a tight traditional hand-tied knot is generally stronger than a tie made with a tying gun. But in return, a tack weld is much more solid than any tied knot. In theory you would therefore need fewer welds than the amount of ties that are required for the same quality? element.
For that reason it is always recommended to regulate the amount of fastening points, depending on the column configuration so as not to waste time and/or wire etc. For example: in a column with 12 bars, the first bottom 2 bars can be used to form a rigid element, welding or tying these two bars to every individual stirrup. The remaining 10 bars are then fastened to only a small number of essential stirrups, all the while still maintaining a strong and rigid element.
As you can imagine, finding the best tying/welding pattern can result in a lot of savings. Using this method you can achieve the optimal solution with the lowest amount of fastening points in yet a very strong element.
Step 4: Adding the last rebar
Once all bars are securely fastened, the last of the rebar can then be tied in. Typically, these include the ending U-stirrups on both console endings, and the remaining console-stirrups. Join-reinforcement, connection plates, lifting add-ins or anchors can also be tied in afterwards.

Advantages
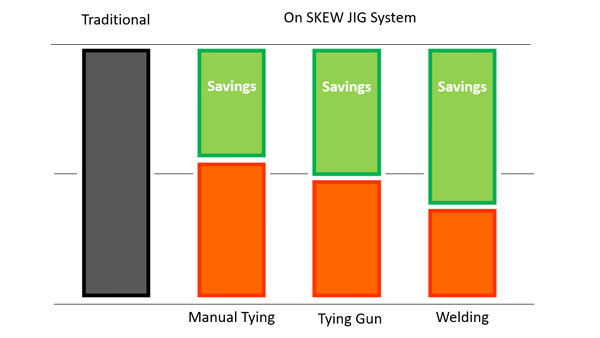
Through this standardized work practice unnecessary assembly steps are eliminated. Additionally, measuring, checking and do-over times are reduced to a minimum. Once implemented, workers can further streamline procedures through division of roles, implementation of add-ons and goods supply, and organization around the assembly stations. Significant assembly time savings can be achieved using the SKEW JIG-System compared to the traditional method, and further savings are possible through the use of a tying tool or through welding.
Contact SKEW and ask us about the possibilities for your company.