B 500B GEDEUKT
Netten zonder stekken:
Klik hier voor de volledige brochure
SKEW offers a variety of JIG Systems suitable for assembling Mesh and Panels.
Download your own copy of the brand new SKEW JIG SYSTEM Brochure
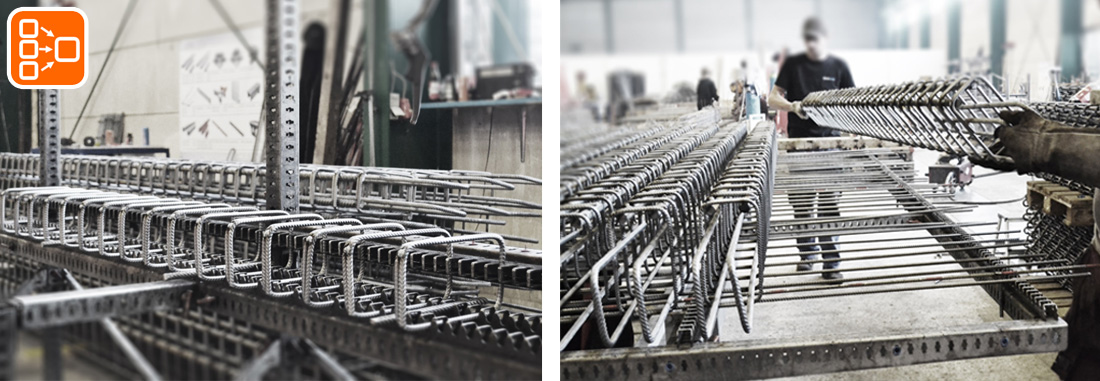
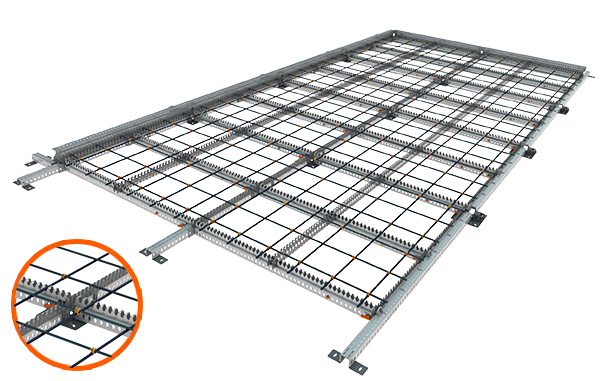
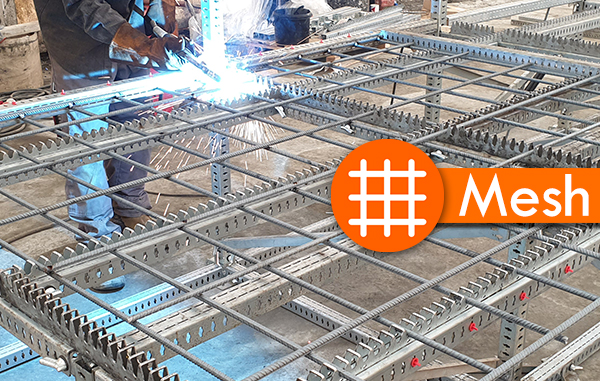
VYPR Ltd. and Basalt Technologies UK Ltd. have implemented the SKEW JIG System to make 5 x 4m sheets.
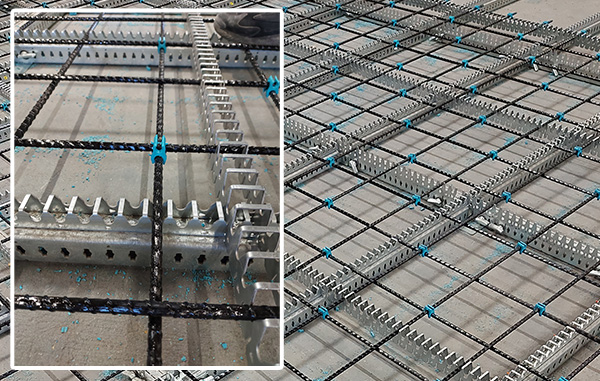
Basalt reinforcement meshes are assembled on an adjustable Floor JIG setup. This Setup is equipped with grips in both directions to support the perpendicular rebar layers. The SKEW JIG System allows any spacing on a 25mm grid for mesh sheets of varying sizes and spacing. The rebar diameter range is between 8-20mm
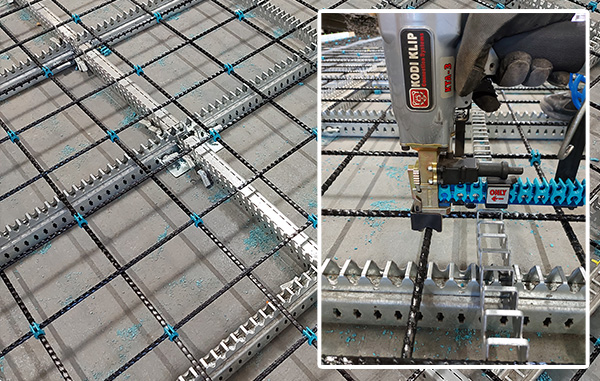
Plastic Clips are applied to quickly fasten the rods into strong mesh sheets.
Basalt is lighter, more sustainable and more environmentally friendly, with a higher tensile strength than regular reinforcement. On top, basalt won't be affected by corrosion.
5 Advantages by bending multiple stirrups as a single shape:
So why not start testing and trying out the potential of your stirrup bender? Starting, for example by creating new stirrup shape templates.
More examples can be found here
This March SKEW will be attending the PRECAST SHOW 2022 in Kansas City, USA.
SKEW will be attending the MATEXPO 2021 exhibition in Kortrijk, Belgium.
Our crew is looking forward to demonstrating the SKEW JIG System LIVE!
We hope to meet you in person 8 - 12 Sept 2021!
Our stand number is 137.
Considering the fact that reinforcement configurations vary considerably throughout each individual column projects a standardized assembly procedure and an organized production process is desirable. The SKEW JIG-System offers this in the form of its alternative (to more traditional methods) assembly order. This modern method exists of first positioning the stirrups, then feeding through the bars and lastly welding or tying the element together. A more in detail/depth approach to this method is explained in the following paragraphs.
A serious obstacle in most assembly processes is the difficulty of adding stirrups for consoles or other special or unusual stirrup shapes to an element when bars are already in place. For example: stirrups are opened up to fit them around the existing bars, a nuisance/impractical and unnecessary when shifting the production process around. Instead, using the JIG-System the consoles, large lifting hooks and special add-ins are added in the second step, right after the standard stirrups.
Once all bars are securely fastened, the last of the rebar can then be tied in. Typically, these include the ending U-stirrups on both console endings, and the remaining console-stirrups. Join-reinforcement, connection plates, lifting add-ins or anchors can also be tied in afterwards.
New Solutions for panels and tailored mesh!
Due to an increasing amount of requests concerning tailored mesh panels or bespoke mesh manufacturing in recent years, SKEW has been working on improved solutions for manual mesh welding lately.
Oftentimes the manual assembly of panels is actually faster and more cost effective than working with tailored, machine-manufactured mesh with later added rebar. We also see a reduction in the material used and a smaller manufacturing or stocking area when manufacturing manually.
By looking at shapes of reinforcement in more detail, loose bars regularly seem to give more options to optimize reinforcement.
These customer requests have now led to a larger digital library of Customizable Assembly Setups. A few examples of these can be found here. Based on typical reinforcement configurations, SKEW can quickly generate offers and part lists for your purposes.
These Setups are again easily customized to suit your specific needs, resulting in a high flexibility when working on the System.
Jiggelo Retaining Wall Solutions
The system is quickly adjusted for varying dimensions and configurations.
Typically the Jiggelo Beam Setup or the Jiggelo Floor Setup are used for these type of elements.
In 2019 SKEW will be attending at least two major exhibitions.
The first is the Bauma exhibition in Munich, Germany. We welcome you on our stand C3.125 in Hall C3. The Bauma exhibition will be held from 08-04-2019 to 14-04-2019.
The second exhibition will be the Matexpo in Kortrijk, Belgium. Our stand number is 137. We hope to meet you there on 11-09-2019 to 15-09-2019
On Both occasions our Jiggelo - Reinforcement Assembly System will be presented together will or latest developments and applications.
Jiggelo System for Knife River Corporation, Oregon United States proven successful! Last year the Jiggelo System has been redeveloped for the United States. Each component has been translated from millimeters to inches, making the Jiggelo System compatible with U.S. standards. The Reinforcement Assembly System has currently been implemented by a number of U.S. companies.
One of the first Imperial Jiggelo Setups is currently in use by Knife River Prestress. Knive River (Harrisburg, Oregon) offers a wide variety of #precast and #prestressed #concrete products. Knife river is currently using a 60 feet (18+ meters) long Jiggelo Bench Model. This turns out the longest Jiggelo Bench being used worldwide!
Mr. Loren Later, Vice president of Knife River, mentioned the Jiggelo System has increased their manufacturing speed and production quality. Mr. Later stated the company experienced a significant #labor savings as well. SKEW is delighted to be a part of the reinforcement manufacturing process of Knife River!
SKEW offers a handy welding arm to improve your cage welding area! This convenient telescopic welding arm can cover a large working area. Welding with the Welding Arm will be easier and faster.
The Welding Arm is a good addition to an ergonomic work environment.
Click here for the product details
Beginning 2018 SKEW will be attending two Precast exhibitions. The first is the in Olso during the yearly convention of the Concrete association for Norway.
We are excited to announce that the Jiggelo – Reinforcement Assembly System is ready for the US.
SKEW is the worldwide market leader in providing solutions for the manual assembly of reinforcement.
Take a look at our latest youtube video about the assembly of barrier elements.
With our last sales in Latvia and Ukraine, we sold jiggelo in 37 different countries throughout the world. Take a look at the countries below or take a look at our customer base here.
After months of preparation and many hours of hard work, we are proud to present our new website!
The SKEW website has been completely renewed! Next to a brand new and improved design it is much more user-friendly than our previous website. Learn about our products and the assembly solutions we provide or take a look at the many other content at this website. For questions or suggestions feel free to contact us at info@skew.nl.
Betonstaal op rollen:
Diameter 8, 10 en 12.
B 500A GERIBD
Diameter 6, 8, 10, 12, 14 en 16.
Rollen van: 2,5T / 3T / 4,6T
KOMO, BENOR en AFCAB gecertificeerd
Netten:
P189, P335, P524, P754
Netten zonder stekken (klein formaat):
QS188A, QS335A, QS524A
Steknetten voor vloeren:
B188A, B335A, B524A, B754A
B385A, B503A, B784A, B1131A
Voegnetten:
DP8, DP10
Wachtnetten:
WN8, WN10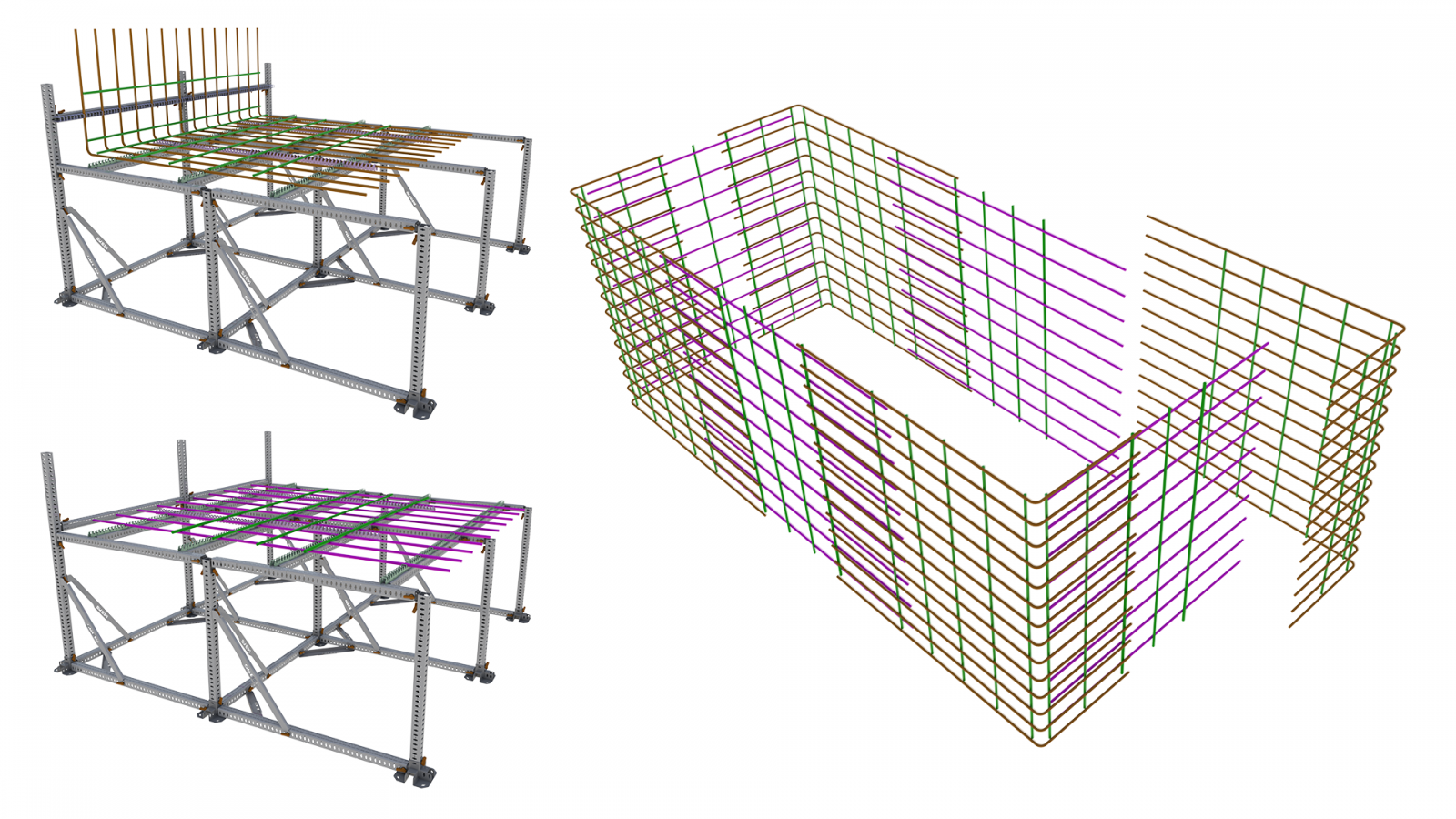


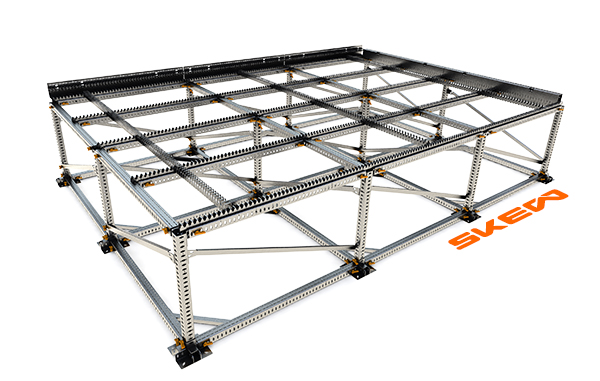
SKEW JIG Systems provide CON-FORM accuracy and flexibility for their reinforcement elements

Flexible production
JIG Table Setup for Double Walls and Slabs

JIG Bench Setup for Beams and Columns










.png)

Here we will be giving a live demonstrating of the SKEW JIG System!
Our SKEW team hopes to see you at our Booth # 2607.
Step 1: Positioning standard stirrups.


Step 2: Positioning of Console Stirrups and special reinforcement.


Step 3: Feeding and fastening bars.


Step 4: Adding the last rebar

Advantages


SKEW has recently updated the Website with a section on Retaining Walls.
The Jiggelo System accommodates the ever changing production of Retaining Walls of sizes small to large.
.jpg)
.jpg)
The second exhibition will be the BetonTage (Concrete days) in Ulm ,Germany. SKEW will be presenting the Jiggelo System on both occasions.
The Jiggelo System is now available in both imperial and metric measurements.
Many reinforcement suppliers and steel traders have started using our products with great success.
We are therefore thrilled to start providing rebar solutions in the US.
With 4 feet frame parts and the 1 inch grid, the system is compatible with U.S. reinforcement standards.
Our engineers made the system as flexible as the metric version, with some additional improvements! .jpg)

- SKEW - Reinforcement Assembly Systems
- info@skew.nl
SKEW heeft de vertegenwoordiging voor Dubaere in Nederland op zich genomen.
Net als SKEW staat Dubaere voor goede kwaliteit, flexibiliteit en servicegerichtheid.
Door een vergelijkbaar klantenprofiel en complimentaire activiteiten een logische match.
Dubaere is een unieke totaalaanbieder van zowel standaard bouwstaal als maatwerk voor aannemers en beton - en verwerkingsindustrie.
Our Table Setups and Bench Setups can be equipped with grips arranged in perfect perpendicular patterns.
We provide colored markers for accurately placing the correct reinforcement at the designated location. Once set, the JIGs ensure a quick and efficient assembly process. Moreover, your reinforcement cages will be fixed in form, maintaining the proper dimensions.
SKEW provides a range of solutions for reinforcement gripping, accommodating various spacings and diameter ranges. In addition, we offer grips designed specifically for double bars or splice areas. To ensure we offer the most suitable solution for your needs, we invite you to share your project drawings with us.
By splitting the total assembly procedure into a small production line, the tasks can be divided easily. All panels and cages can be prefabricated as a subcomponent. Utilizing the strength of the JIG System, the panels are accurate and will fit together seamlessly.
The relatively smaller workstations are capable of handling large workloads. The panels and cages can be merged either in a mold, form or on a specially designated production area.
The Bench JIG System provides an efficient solution for creating mesh and L-mesh. When combined, these mesh types result in the formation of a Box reinforcement cage. This method highlights a practical approach to reinforcement cage construction.
The JIG parts of both the Bench JIG System and the Table JIG System are interchangeable between the setups. Moreover, sections of the JIG can be either removed or combined from one JIG System to another, offering a versatile solution for the assembly requirements.
The SKEW JIG System featured in the last issue of the CPI Magazine.
Read everything about the implemenetations of the JIG Systems at CON-FORM (Orkanger, Norway)
Download:
Today, CON-FORM AS is one of the leading precast plants in Norway. The CON-FORM Group, with approximately 400 employees, manufactures nearly 100.000 tonnes of structural elements for the Norwegian market a year. The Orkanger plant is responsible for almost 40.000 tonnes of this production, of which 22.500 tonnes consist of slabs and 12.500 tonnes of double walls. The remaining tonnage is built up from structural precast elements such as beams, columns, balcony elements and stairs.
Due to this extensive production portfolio CON-FORM is able to use its considerable expertise to manufacture high quality precast elements to the modern standard. For manual reinforcement assembly, two types of SKEW JIG Systems were implemented to provide the required flexibility, speed, and accuracy.
Figure 1: CON-FORM Orkanger Plant
CON-FORM has a constant focus on lean assembly to optimise the assembly process. Various practices have been implemented to limit the wastes in material, labour, and resources, stimulating continuous improvement. CON-FORM also highly values a safe, ergonomic workspace for efficient production, therefore, the SKEW JIG Systems fit in seamlessly.
“With the ever-changing production requirements, we strive to standardise without losing focus on flexibility” says Jomar Fugløy, Production Manager of the Orkanger plant. It is a common challenge in the precast industry to streamline a production process without limiting your production capabilities. CON-FORM has found ways of using pre-cut and pre-bent reinforcement, together with standard mesh in their reinforcement assembly. The production management chooses the most labour effective assembly method per reinforcement element type. The steel fixers receive drawings with instructions on what reinforcement will be delivered to the plant and what rebar will be added manually in-house.
“In structural precast we have observed that there is not a single, universal method applicable for all fabrication” says Bernd Worm, Managing Director of SKEW. “Experience teaches us how to utilise machines, personnel, and tooling most efficiently. This often means that a variety of reinforcement processing methods are required. Furthermore, the material flow, including temporary storage, needs to be limited to save valuable manufacturing floor space. The challenge is to have the right equipment per job readily available to make the assembly as efficient and ergonomic as possible.” Being adaptable, the SKEW JIG System can evolve along with your production changes by adapting, rebuilding, or adding components to match the ever-varying demand.
For the manufacturing of the reinforcement, various production methods are used. CON-FORM mainly uses mesh for the slabs and the more standard double wall assembly.
Standard meshes are fast and easy in use. Yet the standard spacing and diameter range make their application often limited as well. Loose bars can be used in any diameter range and spacing. On top, meshes are typically limited to six-meter lengths, where bars can be utilised up to their maximum length, without having to splice meshes.
In 2021 CON-FORM secured a large project for the manufacturing of heavy double walls. Containing bars up to 20mm, in various spacings, the double walls are assembled from individual bars and stirrups. SKEW supplied a tailored Table Setup of 10.8 x 3.6m. The SKEW JIG System accommodates a 25mm grid in two directions. Adjustable Stop Plates also allow the positioning of L-bars and U-bars for reinforcement edging.
With each wall element being different, setting out the reinforcement spacing would be a labour-intensive job. On the SKEW JIG System, however, the bars are easily placed in the correct positions by using the provided coloured markers to visually support the steel fixers. The reinforcement grips make sure each bar stays in position throughout the production process, before being permanently fastened.
A strategic combination of tying guns, traditional ties, and welding allows the reinforcement to be fastened efficiently. Again, CON-FORM deliberately does not limit itself by only depending on one rebar fastening method.
Having the option of making the double walls and slabs both from mesh and from loose bars gives CON-FORM the possibility to manufacture their elements to any desirable specification. This makes them an interesting supplier.
Figure 2: Double wall assembly on the SKEW JIG System
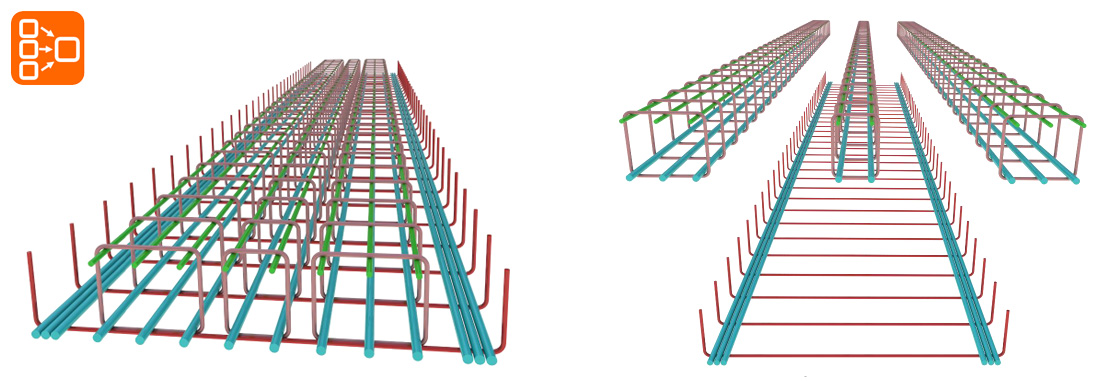
In 2019 a first SKEW JIG System was implemented at CON-FORM for the assembly of beams and columns. In this instance, a method was preferred of making up the element from individual stirrups and bars, where complex stirrups are pre-welded together for easy placement on the Bench Setup.
Elements of up to 8.4 meters long and 1.2 meters wide, but with a wide range of measurements and a variety of stirrup shapes are all made on the same Bench Setup. A high diversity in length, width and rebar spacing of the production is not a problem using the workbench as all standard SKEW JIGs accommodate a 25mm positioning grid.
Figure 3: Stirrups for beams are positioned on the SKEW JIG System grid
The SKEW JIG System is highly modular, which means all parts can be used in infinitive configurations. For future projects, both of CONFORM’s JIG Setups can be re-assembled to accommodate following projects. CON-FORM has thus secured the ability to adapt easily according to its customer demand as it will evolve over the years to come.
Again, Bauma has proven to be the perfect platform to meet new contacts or to see familiar faces.
We're looking back at another succesful Bauma edition, and we would like to thank you for taking the opportunity to visit our Booth!
Our team is currently working on the information requests.
If you haven't received your information yet, your contact person will be sending the requested information by e-mail soon.
Until December 16th we offer a special BAUMA discount on all JIG Systems!
Feel free to request a detailed offer for your own assembly JIG setup.
Impression of the SKEW booth (C3.125) on Bauma 2022:
Become an expert in the assembly of complex reinforcement elements.
By using the SKEW JIG System, the usage of Sub-Assemblies becomes very interesting, especially when welding reinforcement.
The smaller reinforcement sub-assemblies can be made quickly on smaller ergonomic workstations.
By merging the sub-assemblies, a larger element can be made, as done in industrial assembly lines.
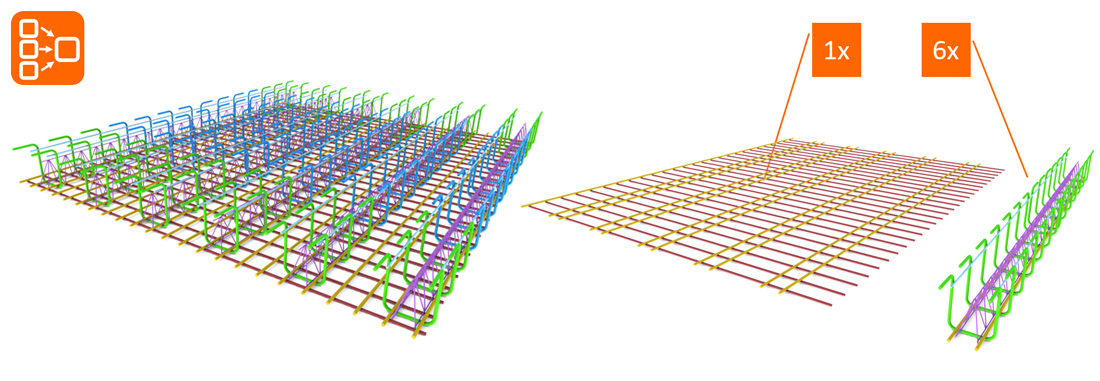
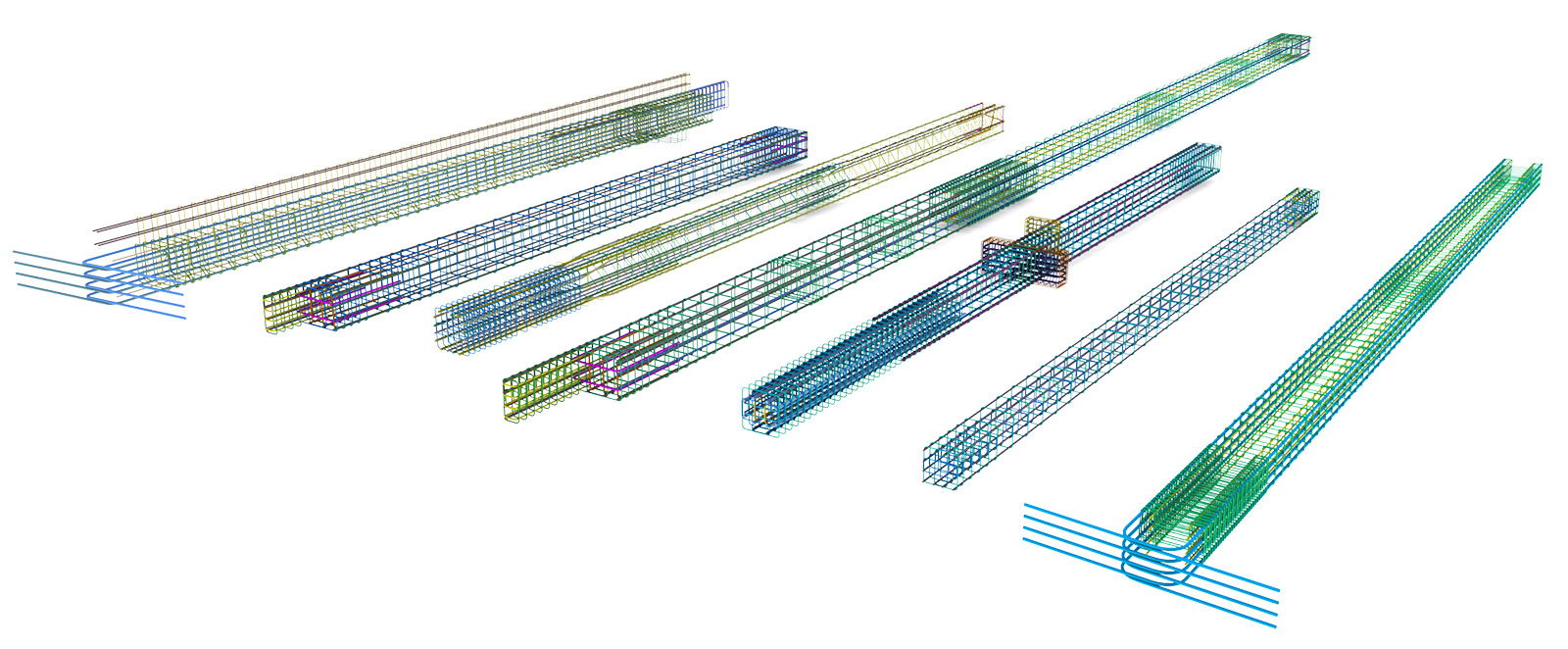
In the example below, the element is split into a base mesh and several sub-assemblies.
The seven building blocks can then be merged to form the final assembly. Six beam-shaped elements can be prefabricated on the SKEW Bench JIG.
The base mesh can be assembled on the Table JIG or can be even prefabricated on a mesh-welding machine.
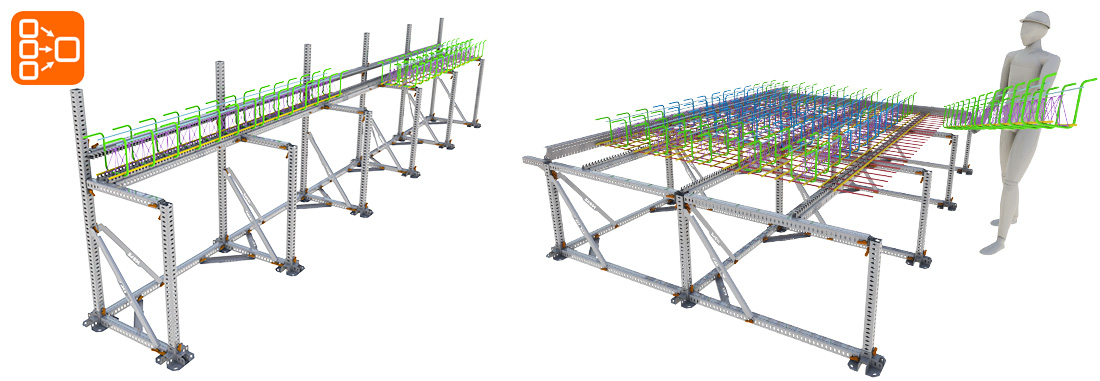
A major advantage is that a lot of the labour can be performed in an ergonomic workspace.
By clever splitting an element, a small production line can be created, allowing the tasks to be straightforward and efficient.
In the pictures below a complex slab is formed from a simple mesh and several beams.
In a traditional assembly method, this slab would be labour-intensive to tie or weld together. The large surface of the slab, in combination with the substantial amount of bars and stirrups result in a large percentage of work that is performed in an unergonomic, awkward position.
By prefabricating the smaller stirrups on a JIG System into beams, most of the work can be prepared conveniently. The beams can be dropped on the bottom layers of reinforcement. Additional rebar is easily added, to finish the complete element.
The grid of the SKEW JIG System allows the rebar sub-assemblies to align properly when being merged.
The 25mm grid is compatible with standard mesh or other reinforcement that is assembled on the JIGs.
By exercising with sub-assemblies, more and more reinforcement will appear to be suitable for this assembly method.
Following the Energy Act 2004, the Nuclear Decommissioning Authority (NDA) was formed for the decommissioning 12 nuclear sites located throughout the United Kingdom.
In October 2016, Amber Precast Ltd. secured a £20m contract to manufacture the Magnox 6m3 Reinforced Concrete Boxes (RCB). These highly advanced Reinforced Concrete boxes are used to store active nuclear waste securely, for the next decennia.
The nuclear sector is a highly regulated industry. All reinforcement in the 6m3 Reinforced Concrete Box (RCB) has extremely strict requirements, relying heavily on the perfect positioning of the rebar components.
This is one if the reasons that Amber Precast contacted SKEW for a bespoke JIG Solution.
Image 1: JIG System Design proposal
The RCBs reinforcement is designed around a twist lock assembly (special handling feature), to be merged with a separate lid. The complex reinforcement arrangement, and the fact the bins are assembled upside down (on the mould’s base) were limiting the assembly choices for prefabrication.
In close collaboration our engineering team broke down the diverse assembly steps to then be able to propose a specialized JIG System for exact, efficient, and convenient reinforcement positioning.
Positioning pins were incorporated for the support of horizontal reinforcement before the structure being tied together. Specially spaced slots are integrated in the design to position the complex pre-merged stirrup configurations.
As an additional feature the entire Setup is designed for segments to be added or removed when called for. Being highly modular, the SKEW JIG System easily allows alterations to be made, both in configuration of the setup and the assembly procedure, when required.
After the ramp-up, a production of 10 reinforcement cages per week was achieved.
Image 2: JIG System and reinforcement
Image 3: Full reinforcement Assembly. Source: www.amberprecast.co.uk
Once the JIG System sections are removed, the corner twist lock arrangement and the remaining reinforcement can be added to complete the reinforcement cage, for casting.
Image 4: Completed 6m3 RBCs Source: www.amberprecast.co.uk
In August 2019, Magnox approved the procurement of the full manufacturing plant that would allow for production of up to 6 concrete boxes per week.
In August 2022, the first ever active 6m3 active waste package was successfully completed at the waste encapsulation plant. Radioactive waste is safely placed inside the 6m3 Reinforced Concrete Box. The concrete lid is remotely cast for secure sealing. Then the bins are stored safely in an underground depot.
Read More: Case Study by Amber Precast
This October SKEW will be attending the BAUMA 2022 in Munich, Germany.
We're looking forward to showcase our latest developments and novelties.
Our SKEW team hopes to see you at our Booth # C3.125
An automated stirrup bender has been part of every major rebar manufacturer for several years now. But are these stirrup benders always used to their full potential?
Generally, there are a certain number of reasons why the stirrup bender is not used to its full potential.
Firstly, practical applications are often not considered when the reinforcement element is designed. CAD-Software is primarily developed to optimize reinforcement to reduce material costs but mostly, to simplify and standardize the reinforcement in an element.
Secondly, the actual limits and possibilities of the stirrup bender are not known. Modern stirrup benders have far more shaping possibilities than the older examples, but it requires some know-how about the machine to benefit from its capabilities.
Yet, a stirrup bender should be an important machine to improve the overall reinforcement assembly procedure.
A good utilization, for example is to start combining stirrup shapes by efficiently bending separate stirrups/links as a merged stirrup shape.
Advantages can include a radical decrease in the amount of material used on each stirrup, leading to a reduction of material costs.
Additionally, it helps save labour, a welcome advantage when you are trying to address the shortage of skilled workers.
To further introduce the possibilities of the stirrup bender, we look at three examples:
Example 1: Combined Stirrup Shapes for Beams and Columns
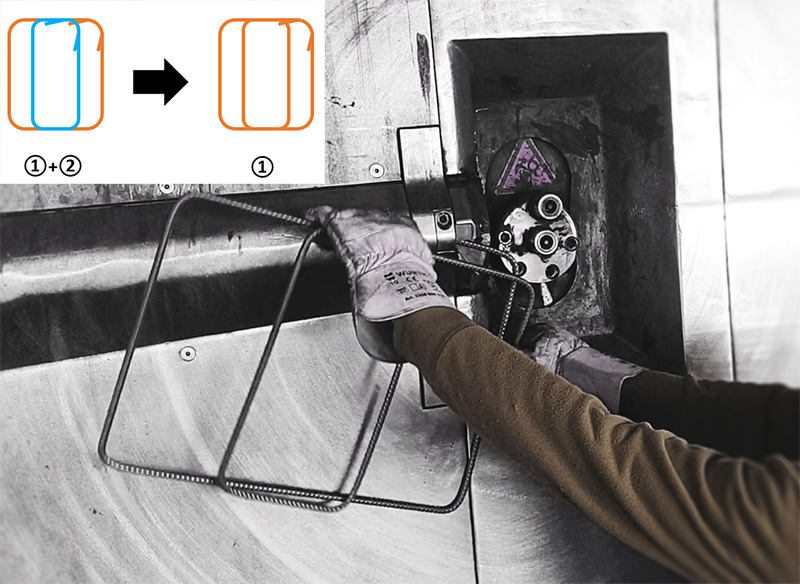
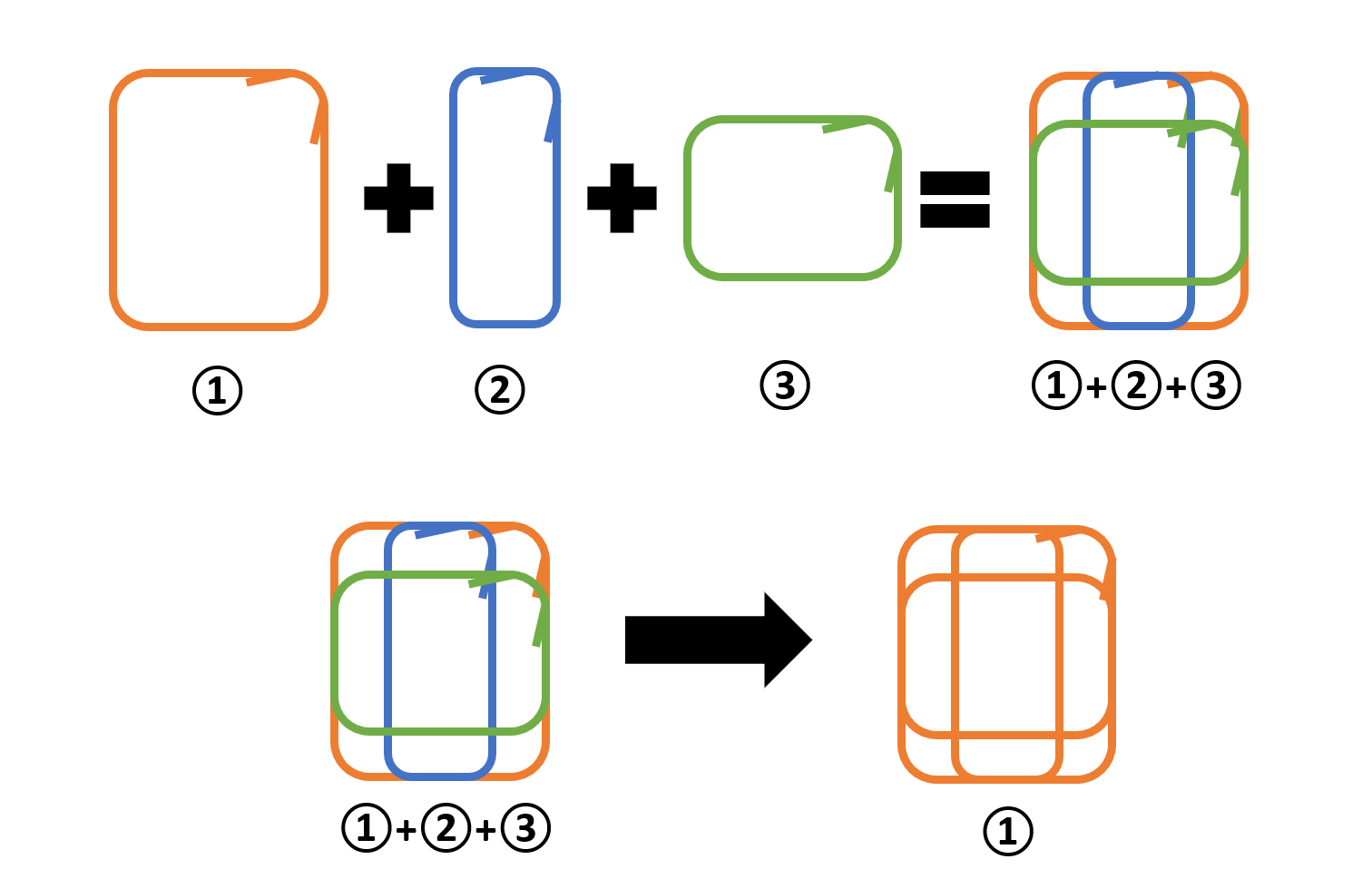
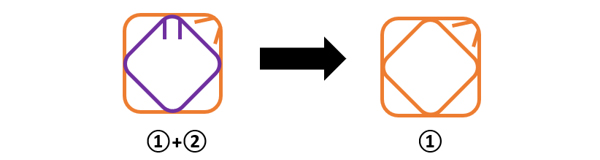
Traditionally this particular stirrup shape consists of 3 stirrups. When applied in a column assembly, the choice is often to make up the element out of outer stirrups (in blue) and, in for example half of the total stirrups, manually add the inner stirrups.
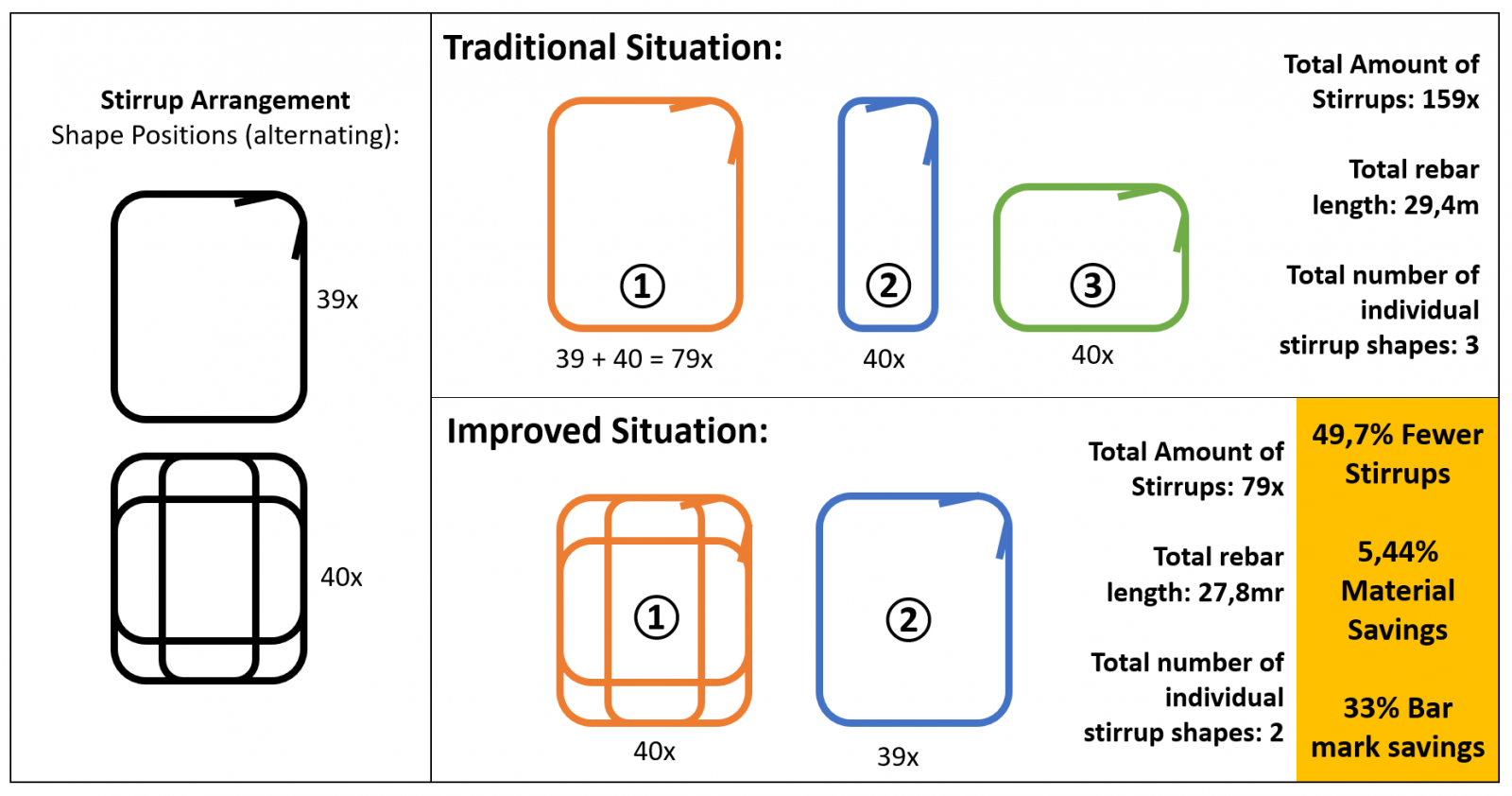
Case study: Column made up of 39 single stirrups, and 40 ‘combined’ stirrups.
Comparison three loose stirrups vs. combined stirrups
As can be seen in this example, the total amount of stirrups used can be reduced from 159 to 79, simply by bending the combined stirrups as one on your stirrup bender.
Consequently, you will save a significant length of steel because of the reduction in overlapping stirrup ends.
40x 2 inner stirrups x 2 stirrup-endings x 10cm = 1.6 meter material saving
The assembly procedure for an entire column is faster and more user friendly. The workers work with less individual items and require fewer fastening points. The inner stirrups are already in place, which means no awkward assembly procedure where stirrups need to be “opened” to manoeuvre them around the bars.
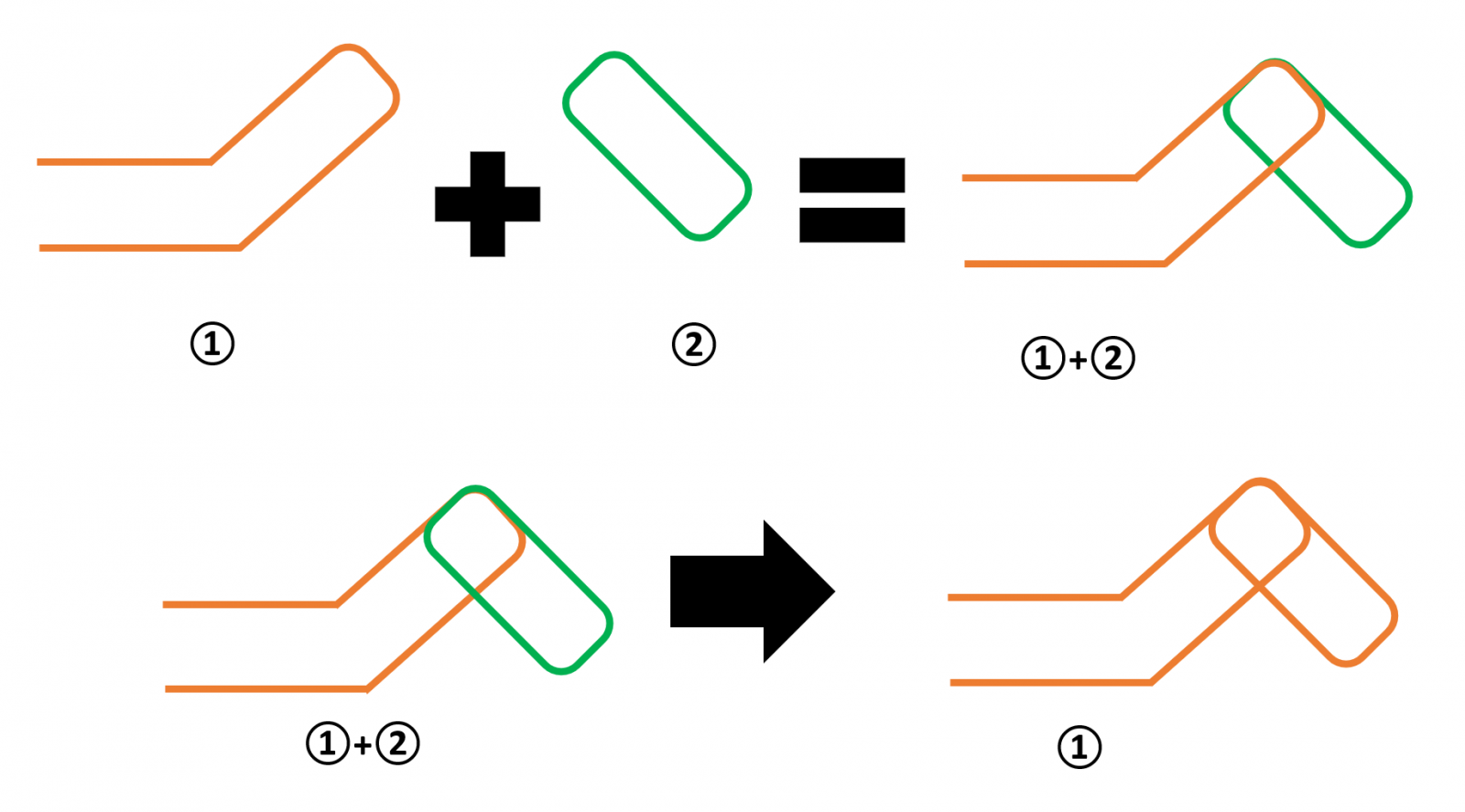
Example 2: U-Stirrups for wall and floor edging
As mentioned at the beginning of the article, often material saving is not the most economic goal.
By bending two U-stirrups in one hit, additional material is required. Still, there will be many savings in the organization and assembly process. Fewer stirrups mean fewer logistic steps and fewer stirrups for the worker to identify and process.
In this streamlined assembly procedure, the orientation of the stirrups towards each other are already confined, this means the final element shape will be perfect, as long as the bending is prefect.
Example 3: The endings of a Staircase
The reinforcement design of staircases can be non-standard. Yet on both endings often many different stirrups are used to make a more complex shape.
In many cases these stirrups can be merged into one stirrup shape. Even if the diameters are not the same, material could be saved too, due to the elimination of the stirrup endings on the square stirrups.
Again, this also saves valuable measuring and assembly time of the steel fixer or welder.
Firstly, the more standard stirrups are positioned on the SKEW JIG-System in the grip slots which are spaced out on a 2,5cm grid. On the workstation several markings are found to indicate 5 and 10cm distances for easily perceived correct spacing/?. For series of particular stirrup shapes and sizes, the systems range of coloured markers can be utilized, for quickly identifying stirrups intervals.
Traditional: Two individual stirrups.
Modern: One combined stirrup shape, better utilizing your stirrup bender.
Supporting this production process, complex stirrups are not made from single stirrups placed together, but are bent in one single shape. Better utilizing you stirrup bender in the process. When using traditional methods of steel fixing on trestles, stirrup shapes dictate an assembly order which is not necessarily fast or efficient. Below an example of how to use your stirrup bender to combine stirrups:
The third step is feeding the main bars through the length of the element, usually starting with the two bottom-corner bars. These are then fastened to the stirrups through welding or tying and the outline of the element is created. Subsequently the remainder of the bars can be fed through in whichever order is preferred. To accommodate these step in the production process, the SKEW JIG-System is equipped with a Rebar Bullet, making it significantly easier to feed through the bars and preventing the bars from hitting any snags. To hold the top bars in place clever Rebar Clamps are supplied with the JIG. For extremely heavy bars Bar Rollers are an added option, ask our sales engineers about this solution.
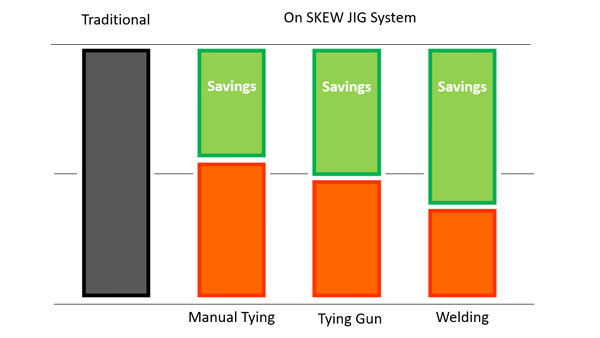
When dealing with larger amounts of bars, the choice of in which way to fasten becomes more important and can significantly influence assembly time. For example: a tight traditional hand-tied knot is generally stronger than a tie made with a tying gun. But in return, a tack weld is much more solid than any tied knot. In theory you would therefore need fewer welds than the amount of ties that are required for the same quality? element.
For that reason it is always recommended to regulate the amount of fastening points, depending on the column configuration so as not to waste time and/or wire etc. For example: in a column with 12 bars, the first bottom 2 bars can be used to form a rigid element, welding or tying these two bars to every individual stirrup. The remaining 10 bars are then fastened to only a small number of essential stirrups, all the while still maintaining a strong and rigid element.
As you can imagine, finding the best tying/welding pattern can result in a lot of savings. Using this method you can achieve the optimal solution with the lowest amount of fastening points in yet a very strong element.
Through this standardized work practice unnecessary assembly steps are eliminated. Additionally, measuring, checking and do-over times are reduced to a minimum. Once implemented, workers can further streamline procedures through division of roles, implementation of add-ons and goods supply, and organization around the assembly stations. Significant assembly time savings can be achieved using the SKEW JIG-System compared to the traditional method, and further savings are possible through the use of a tying tool or through welding.
Contact SKEW and ask us about the possibilities for your company.
Do it yourself!
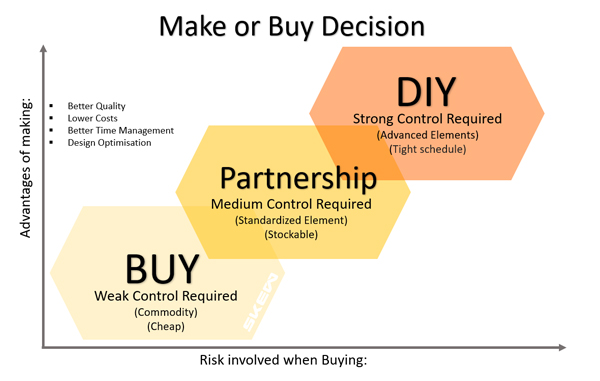
By taking the prefabrication of reinforcement into their own hands, Precast Plants and Contractors can quickly and effectively improve their overall manufacturing process. At the same time controlling the quality of the reinforcement and reducing the dependency on reinforcement element suppliers.
Quality Assurance and Control
When an order of reinforcement elements finally comes in and turns out to be substandard due to small flaws or inconsistencies or even larger deviations, the choices are to return, repair or completely redo the elements. None of these options are convenient for a busy company.
Short lead times are essential for the efficient operating of your business. With tight deadlines and not much room for error the last thing you want to be concerned with is meeting deadlines for delivery times on your project, the relationship with your supplier or unexpected additional costs. The adoption of your company’s standard by subcontractors is often preceded by a period of trial and error that comes at your expense.
When choosing to keep Quality Management and Quality Control in-house you gain the chance to further develop. Short lines of communication and frequent feedback within your organization will help you create a Continuous Improvement Cycle.
Planning and flexibility
Dependency on suppliers means relying on their adequate planning. Staying on top of your project when dealing with third parties, especially under the pressure of time, can be an enormous challenge. Working ahead not an option as reinforcement is often supplied in individual batches as and when they are completed.
Those Precast Plants and Contractors that manufacture themselves experience great freedom in planning and production flow: A controlled just-in-time delivery for the client and no more having to wait for a suppliers’ truck that is stuck in traffic. They get the benefits of being able to work ahead, spread the workload and easily meet their deadlines.
Cost savings
Having to pay for transport, commission, tooling and depreciation expenses of your supplier occasionally leads to an expensive total cost for pre-assembled reinforcement.
Standardizing your production process for your particular element portfolio can make you more efficient than your supplier. You can optimize the assembly procedure to your requirements.
Where to start?
Ask yourself if the risks and the benefits of outsourcing are in balance. What are the benefits
in relation to the advantages of manufacturing reinforcement yourself?
When starting, it is recommended to start with the production of a rather standard element. One welder or steel fixer can assemble a specific product(group) in a designated area. If you don’t have a cutting and bending capacity, this still can be outsourced. The in-house assembly of additional elements can be added over time. If the volume allows, the cutting and bending can also be considered to be done yourself, further increasing your dependency.
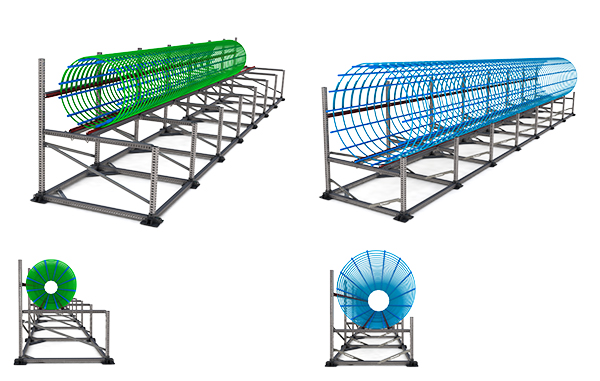
SKEW has developed an improved grip system for the manual assembly of Pile Cages.
This upgrade allows more convenient and faster positioning of individual rebar rings. And of course rings can be placed at an exact spacing, in a perfect straight line.
Pictures taken at HYMMCO in Saginaw Michigan
Technical Specifications:
The Pile Cage Bench Setup is suitable for fabricating Pile Cages in the diameter range from 30cm to 1.2m. (1' to 4')
Rings can have a reinforcement diameter 8-20mm.
SKEW Jigs can be adjusted in height for an ergonomic work practice.
Example:
Left: a 70cm working height for a ∅60cm Pile Cage
Right: a 45cm working height for a ∅120cm Pile Cage
Every once in a while SKEW reflects on its achievements over the last few months. This time a few new clients stand out:
SKEW looks back on a highly rewarding collaboration with Aarsleff, consisting of the installation of 5 bespoke Jig-Systems to further streamline their reinforcement assembly.
SKEW was also duly impressed by new client Stabo Staal from Belgium, who have set up a Steel Shop within only a few months. They have now already expanded their prefabricated cage welding facility to increase their assembly capacity.
We are also privileged to be working with companies from countries all over the world, recently including businesses from exotic places such as: MRC from Mauritius and Synergy from Anguilla.
Browse through our updated customer-base and reference list here.
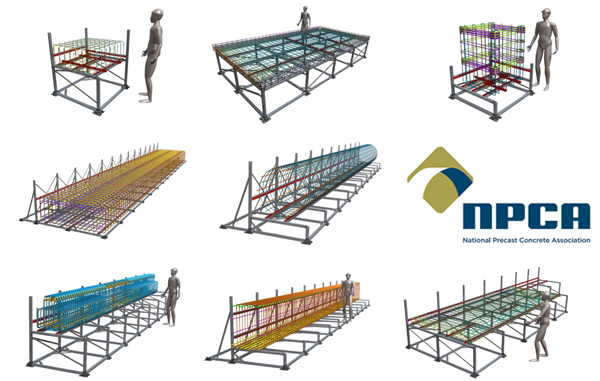
SKEW is proud to join the National Precast Concrete Association as a new Associate Member.
With our system translated into inches in 2018 we have been slowly introducing the product onto the United States market.
Through the NPCA membership SKEW aims to increase its presence in the United States and further develop and expand its assembly solutions for precasters.
Using our knowledge and experience in other parts of the world we aspire to combine forces with the American Precast Community.
SKEW has updated systems specifically for the U.S. Market.
Examples include setups for (prestressed) Beam Elements, Box Culverts, Boxes, Barriers, Foundation Elements and Slabs.
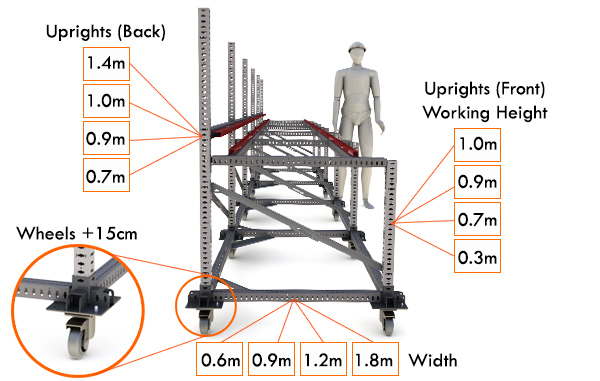
A recurring request has led to a new standard items in our product range: The Frame Profile 0.9m and the Leg 0.9m.
We can therefore offer more Jiggelo Bench Setup possibilities for wider purposes.
Jiggelo can also be placed on Wheels for more mobile use.
Click here to see more Jiggelo height and Width options for more ergonomic use.